1切削速度
切削速度主要取决于刀具材料,受到钻头耐用度和机床转速的限制。目前,高速钢枪钻一般取切削速度V为35-70m/min;
2进给量
进给量主要受工艺系统(刀具、工件和机床等)刚度和强度的限制。此外,还受到加工表面质量、排屑效果和切削液的性质等因素的影响。目前,高速钢枪钻常取f为0.01-0.032mm/r,直径大者取上限。
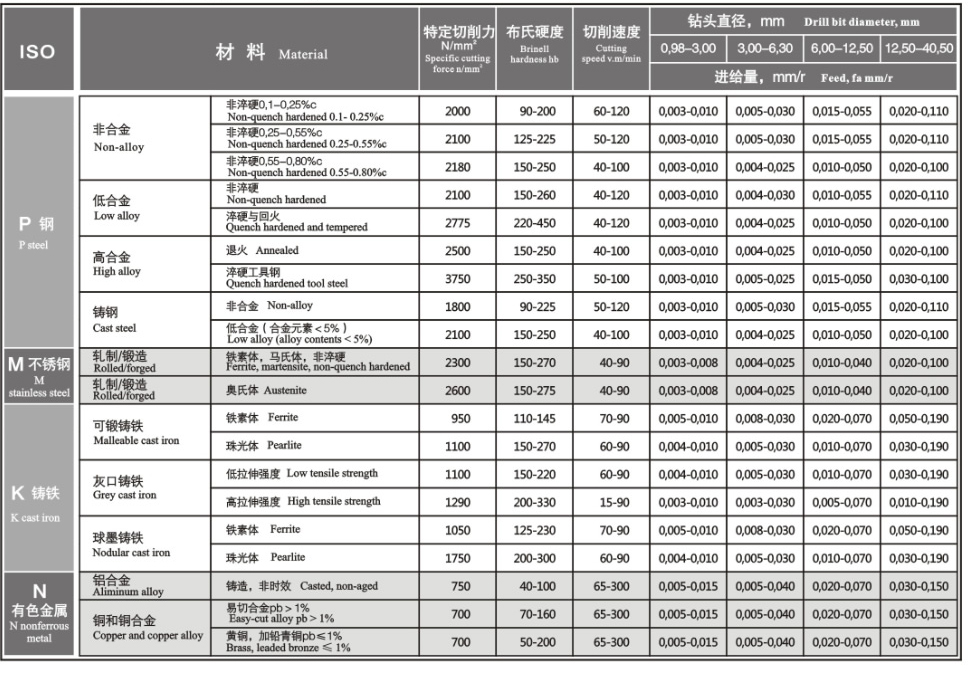
枪钻切削参数参考下表:

2018-04-09 09:28 点击:
上一篇:上一篇:枪钻刃磨角度的在深孔加工中的重要性
下一篇: 下一篇:深孔零件加工工艺特点
|
|
陕西金石机械制造有限公司 陕ICP备09012022号 网站地图 |
地址:西安市鱼化光电电子科技产业园 总机:029-84250816 |
